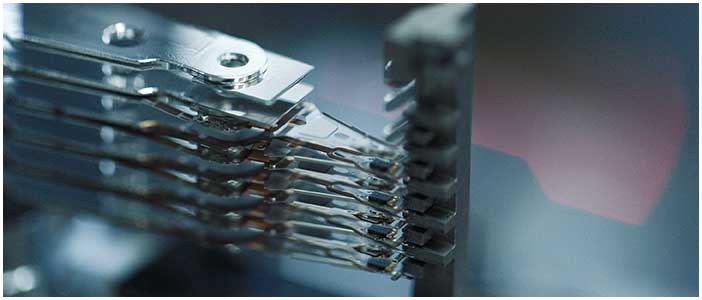
El cabezal del disco (tan pequeño como una hojuela de pimienta) vuela al grosor de un cabello humano sobre un disco que gira a más de 130 kilómetros por hora. La interfaz del cabezal del disco es un eje clave del proceso de control de calidad.
“La calidad no se trata solo de si la unidad se descompondrá o no; ese es solo el comienzo. Se trata de la experiencia total del cliente”.
—Rich L. Segar, Director Sénior de Ingeniería de la Fiabilidad
¿Qué necesitan nuestros clientes? Los diseñadores de Seagate siempre están ideando respuestas a esta pregunta.
Ya se trate de cuán cerca el cabezal de una unidad flota sobre la placa con datos o de garantizar compatibilidad con el procesamiento de datos en tiempo real en la periferia, la calidad debe ir aunada a la innovación. Los ingenieros se fijan en las necesidades de los clientes y se las ingenian para crear tecnologías que las satisfagan. Ellos preparan el diseño de nuestros componentes al responder la pregunta clave sobre la viabilidad del producto: ¿La tecnología es lo suficientemente madura para poder fabricar millones de unidades? Si la respuesta es sí, el producto pasa a la producción.
En cualquier año determinado, nuestros ingenieros examinan cientos de ideas de productos. De estas, solo un puñado alcanza la etapa de producción.
Nos toma 5.000.000 de horas probar 20.000 unidades durante el desarrollo del producto, antes de que las ideas pasen a la fase de producción.
Después de que se considera viable la idea del producto, el proceso de diseño puede comenzar. Los requisitos del cliente y de mercadeo se traducen en parámetros que deben satisfacerse como parte del proceso de certificación de fiabilidad y calidad. A medida que se construyen las partes, las pruebas permiten determinar qué funciona y qué debe mejorar. A esto le siguen muchos pasos de construcción y reconstrucción. Se llevan a cabo más de 160 pruebas de calidad. Estas incluyen las pruebas de fiabilidad por 6 semanas a fin de demostrar cuál es el tiempo medio entre fallas, así como controles de temperatura, voltaje, corrosión, impactos y vibración, acústica, etc.

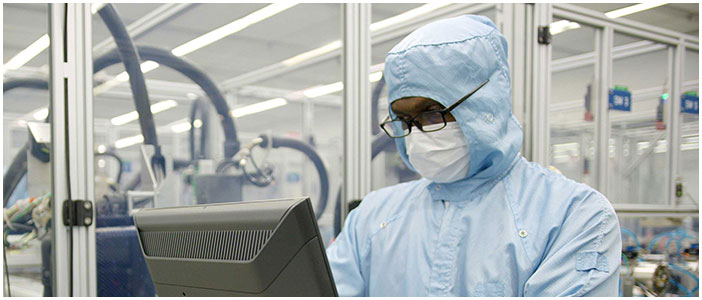
Las pruebas respecto de las métricas proporcionadas por nuestros consumidores se realizan en habitaciones antisépticas, laboratorios y otros entornos controlados.
“La calidad también incide en el empaquetado. Enviar productos a áreas húmedas en Asia, por ejemplo, requiere empaquetado tan robusto que la humedad no dañe la unidad”.
— Chris M. Wilson, Gestor Principal de Programas, Ingeniería de Desarrollo de Productos
Las unidades se prueban en temperaturas tan altas como 167 °F, una temperatura mucho más alta que la del calor abrasador del Valle de la Muerte, que oscila alrededor de los 134 °F. Los ingenieros utilizan estos entornos de alta temperatura y alto nivel de humedad para analizar el grado de corrosión, desgasificación y contaminación.
El clima también afecta la calidad. “Un operador de servicios en nube puede adoptar una estrategia ecológica, de modo que se gaste menos corriente en el enfriado”, explica Steven Crochiere, Director Sénior de Ciencias de Materiales e Ingeniería de la Contaminación. “Por consiguiente, se anticipa que las unidades operen a temperaturas más altas, lo cual cambia nuestros requisitos de calidad en toda la cadena de suministro. A fin de anticipar esto, podríamos cambiar los requisitos de temperatura, desde, digamos, 85 °C a 100 °C”.

Más caliente que el Valle de la Muerte: esa es la temperatura a la cual llevamos nuestros productos durante una verificación del calor habitual. Cada unidad debe poder existir en alturas 11.000 veces más altas que el Monte Everest.
Cada unidad debe operar de forma impecable a alturas de -1000 pies (-304 m) a 10.000 pies (3048 m).
Durante la fase de calificación del producto, despachamos productos a clientes para garantizar que nuestras soluciones se desempeñen bien en sus sistemas.
Otra medida destacada es la prueba de altitud, en que ponemos al producto bajo presión. La meta es garantizar que las unidades puedan existir en entornos de hasta 40.000 pies (12.000 m). Eso es 11.000 pies (3352 m) más que el Monte Everest.

En última instancia, el control de calidad se trata de dar la prioridad a nuestros clientes.
Nuestro trabajo de control de calidad nunca termina. Los informes de campo de nuestros clientes son esenciales. Por ejemplo, Seagate admite y promueve controles de calidad en fábricas inteligentes. “Dentro de la IT 4.0 de la industria, y en particular en el contexto de la IT 4.0, la cuarta oleada de la revolución industrial en lo que respecta a los datos, la idea es tener fábricas automatizadas, las cuales se benefician de datos en tiempo real que se extienden de los clientes al diseño, la cadena de suministro y la fábrica”, explica Rich Segar, Director Sénior de Ingeniería de la Fiabilidad.
Ahora enlazamos la infraestructura en tiempo real conectada de la IT 4.0 y optimizamos la fiabilidad en la fábrica con inteligencia artificial y el aprendizaje automático.
“Por eso Seagate invirtió en capacidades de análisis. Como resultado, tanto nosotros en Seagate como nuestros clientes enlazamos la infraestructura en IT 4.0 conectada en tiempo real y utilizamos modelos para optimizar la fiabilidad en la fábrica”.
Ya sea nuestro cliente una fábrica inteligente, un profesional creativo que viaja con su cámara o un centro de datos de escala masiva, el enfoque de Seagate se centra en los jueces definitivos de la fiabilidad: nuestros clientes.